
134-0124-6655
0523-86289668 刘经理
134-0124-6655
0523-86289668 刘经理

泰州市美斯顿机械制造有限公司
地 址:江苏泰州市海陵区红旗街道泽兰路17号
联系人: 刘经理
手 机: 13401246655
电 话:0523-86289668
传 真:0523-86289668
邮 编:225300
E-mail:444610955@qq.com
网 址:www.msdjx.cn
齿条 齿条加工
精密冲压件 无氧钎焊

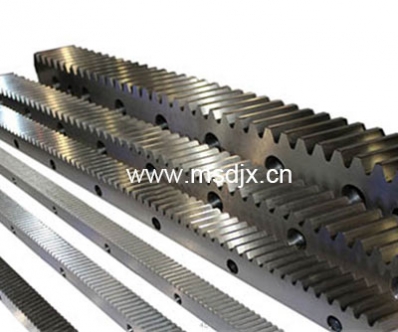
齿条是一种齿分布于条形体上的特殊齿轮。齿条也分直齿齿条和斜齿齿条,分别与直齿圆柱齿轮和斜齿圆柱齿轮配对使用; 齿条的齿廓为直线而非渐开线(对齿面而言则为平面),相当于分度圆半径为无穷大圆柱齿轮。齿条的生产制造过程称作齿条加工。
一、齿条的加工原理
1、滚齿:
滚齿加工是展成法原理来加工齿轮。用滚刀来加工对轮相当于一对交错螺旋轮啮合。滚切齿轮属于展成法,可将看作无啮合间隙的齿轮与齿条传动。当滚齿旋转一周时,相当于齿条在法向移动一个刀齿,滚刀的连续传动,犹如一根无限长的齿条在连续移动。当滚刀与滚齿坯间严格按照齿轮于齿条的传动比强制啮合传动时,滚刀刀齿在一系列位置上的包络线就形成了工件的渐开线齿形。随着滚刀的垂直进给,即可滚切出所需的渐开线齿廓。
2、插齿:
用插齿刀按展成法或成形法加工内、外齿轮或齿条等的齿面称为插齿。从插齿过程的原理上分析,插齿刀相当于一对轴线相互平行的圆柱齿轮相啮合。插齿刀实质上就是一个磨有前后角并具有切削刃的齿轮。
3、剃齿:
剃齿加工是根据一对螺旋角不等的螺旋齿轮啮合的原理,剃齿刀与被切齿轮的轴线空间交叉一个角度,它们的啮合为无侧隙双面啮合的自由展成运动。在啮合传动中,由于轴线交叉角“φ”的存在,齿面间沿齿向产生相对滑移,此滑移速度v切=(vt2-vt1)即为剃齿加工的切削速度。剃齿刀的齿面开槽而形成刀刃,通过滑移速度将齿轮齿面上的加工余量切除。由于是双面啮合,剃齿刀的两侧面都能进行切削加工,但由于两侧面的切削角度不同,一侧为锐角,切削能力强;另一侧为钝角,切削能力弱,以挤压擦光为主,故对剃齿质量有较大影响。为使齿轮两侧获得同样的剃削条件,则在剃削过程中,剃齿刀做交替正反转运动。
4、磨齿:
利用砂轮作为磨具加工圆柱齿轮或某些齿轮加工刀具齿面的齿轮加工机床。主要用于消除热处理后的变形和提高齿轮精度,磨削后齿的精度可达 6~3级(JB179-83)或更高。
5、珩齿:
珩齿原理与剃齿相似,珩轮与工件类似于一对螺旋齿轮呈无侧隙啮合,利用啮合处的相对滑动,并在齿面间施加一定的压力来进行珩齿。
二、齿条加工的工序:
锻毛坯→粗加工→调质→半精加工→回火→精加工
工序的内容
1、锻造毛坯至尺寸(下料)35×33×720mm,材料为45号钢。
2、退火处理,去除应力。
3、用刨床粗刨四面,且每面留余量1.5-2mm,长留余量2-3mm。
4、正火处理,增加材料的洛氏硬度。
5、精刨四面及42°槽,倒角,每角留余量0.2-0.3mm总长至尺寸715mm,它与水平夹角为10°,保留粗糙度为1.6.
6、磨各面至尺寸并保证平行度,垂直度和精度。保证要尺寸28mm,30mm,75mm.
7、 用成型铣刀铣齿,且保证齿的精度,齿厚为4.71mm,模数=3,齿数=76.
8、钳工齿端倒角,修毛刺。
9、钳工划孔线,保证孔的尺寸,轴向定位尺寸为10mm,孔1、2、3的定位尺寸为80mm、60mm、156mm、孔4、5、6的定位尺寸为80mm、310mm、60mm.
三、齿条加工厂家
泰州市美斯顿机械制造有限公司是一家专业从事直齿条、斜齿条、机械手专用齿条、船用齿条、升降机械齿条、港口机械齿条、电动工具专用齿条、工程机械专用齿条、机床专用齿条、车床专用齿条等齿条加工厂家。
公司技术先进,工艺装备齐全,拥有各类M5-M30的齿条加工设备,并拥有较强的模具设计、开发能力,可以按客户要求设计、定做非标产品。产品广泛应用于风电、船舶,轧钢,矿山、建筑机械、冶金机械、船用港机吊机等行业领域。









 淘宝旺旺
淘宝旺旺
